In the early 1900s, Robert S. Moore worked with Emile Berliner on a number of rotary engines. To manufacture the rotary engines, Berliner formed the Gyro Motor Company. Moore aided the company in one of its first projects: the conversion of an Adams-Farwell five-cylinder rotary automotive engine for aircraft use. Moore used this 50 hp engine to power an aircraft of his own design that he soloed in 1910. The Gyro engine line expanded to a variety of engines, including some with variable compression. Also, Gyro engines were used to set some aviation records. Through this work, Moore became a rotary engine expert. During World War I, he was the chief inspector of Rhone engine production. He continued to serve in the Air Corps until 1926, when he went to the Department of Commerce’s Aeronautics Branch as an engine and airplane construction expert.

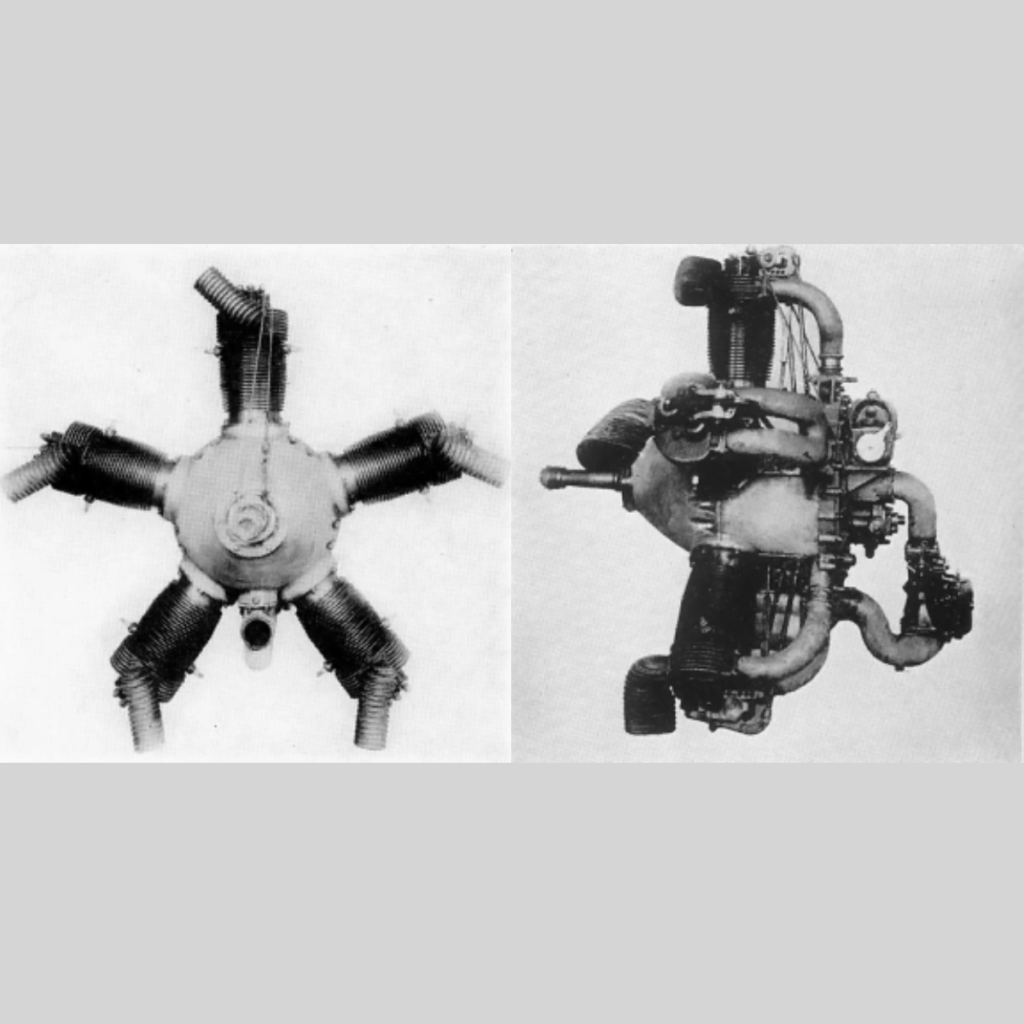
The General Airmotors / Moore three valve engine. Individual exhaust stacks are angled from the front of the cylinders. Two spark plugs can be seen in opposite sides of each cylinder. Note how the intake manifolds split to form a “Y” to supply air/fuel to each intake port.
In the late 1920s, Moore set his sights on building a new engine. He left the Aeronautics Branch and formed the General Airmotors Company, Inc out of Scranton, Pennsylvania. By 1929, he had developed, built, and tested a new radial engine with a number of new and novel features. The new General Airmotors Company engine was known as the “Three Valve Engine” and also the “Moore-Power Three Valve Engine.” Later, it became the “Scranton AP-5.” The three valve arrangement was most likely a first for a radial engine and would improve the engine’s efficiency.
Moore’s engine was an air-cooled, five-cylinder radial. Each cylinder was machined from a carbon steel forging, cast with integral cooling fins. Two spark plugs, one on each side, were positioned at the top of the cylinder and perpendicular to the cylinder axis. The top of the cylinder was enclosed except for two intake and one exhaust port. Its outer surface was machined perfect. The valve seats were in the cylinder ports, and the valve stem extended through the head. The head was made from heat treated cast aluminum and was secured to the cylinder by four bolts and a forged steel clamp. This two-piece clamp went around the circumference of the cylinder, joining a flange on the top of the cylinder with a similar flange on the bottom of the head. The large surface area contact between the cylinder and head aided the transfer of heat to the head. The clamp ensured a good seal between the cylinder and head despite the different rates of expansion as the respective components were heated by the engine’s operation.

Not to exact scale, the image above shows the rocker arm assembly (with the exhaust rocker arm above the horseshoe intake rocker arm), a bottom view of the aluminum cylinder head (without bolt holes), and the steel cylinder. The valves would seat in the cylinder ports and their stems would pass through the head. The flange around the bottom of the head and top of the cylinder can been seen. A clamp would fit around these flanges to secure the head to the cylinder.
A unique rocker arm group sat atop each cylinder head and actuated the two 1.625 in (41.3 mm) intake valves and the single 1.875 in (47.6 mm) exhaust valve. This rocker was secured to the head by one bolt and also a support brace attached to the crankcase. The exhaust valve rocker was in the middle and extended over a horseshoe-shaped rocker that actuated both intake valves. Each rocker was actuated by a pushrod that rode on a cam ring via a roller bearing.
The two-piece crankcase was made of aluminum and split in the middle of the cylinders. The two-piece crankshaft was assembled through the one-piece master rod, to which four articulated rods were attached. Aluminum, flat-top pistons of the slipper type were used. All accessories were driven from the back of the engine. The air/fuel mixture flowed from the carburetor to an induction fan (weak supercharger) on the back of the engine. From this fan, a manifold led to each cylinder. This manifold was Y-shaped and led air to the cylinder’s two intake ports. The pushrods for the valve rockers were positioned between the “Y” of the manifold. The engine was pressure lubricated with the exception of the rockers, which were lubricated by grease.

Drawing of the top of the three valve cylinder head. The exhaust valve is on the left with the two intake valves on the right.
The five-cylinder engine had a 5.0 in (127.0 mm) bore and a 5.5 in (139.7 mm) stroke, giving a total displacement of 540 cu in (8.8 L). The engine’s compression ratio was 5.4 to 1. The engine was also fitted with a mechanism that could adjust the compression ratio to as low as 1.5 to 1. This allowed the engine to run at a variety of altitudes and with fuel of varying quality. Details on exactly how this was done have not been found. The engine was 44.5 in (1.13 m) in diameter, 41.5 in (1.05 m) long, and weighed 365 lb (166 kg). The engine was rated at 120 hp (89 kW) at 1,600 rpm and 150 hp (112 kW) at 1,850 rpm.
By June 1929, the engine was on the test stand. It was first flown in a Kreider-Reisner C-4 Challenger biplane on 9 August 1929. The engine passed a 50-hour endurance test and was awarded its Approved Type Certificate (No. 36) on 19 December 1929. There were plans to make a seven-cylinder engine that would have increased displacement by 216 cu in (3.5 L), for a total of 756 cu in (12.4 L). Engine power would have also increased to around 200 hp (149 kW). About 85% of the parts would have been interchangeable between the two engines. However, it does not appear the seven-cylinder engine was ever built.

Sectional drawing of the General Airmotors / Scranton / Moore Three Valve engine. The cam ring actuated pushrods can be seen leading to the intake and exhaust rocker arms. Also note the brace from the rocker arm assembly to the crankcase (it is angled the opposite direction from the pushrods).
With the country in the midst of the Great Depression, the General Airmotors Company fell on hard times. By early 1933, the Type Certificate was updated, with Scranton as the manufacturer, removing General Airmotors. Moore was still designing engines in 1934, but it seems he was no longer associated with the company.
Around this time, several changes were made to the engine. The bore was reduced by 0.25 in (6.3 mm) to 4.75 in (120.7 mm)—resulting in the engine’s displacement decreasing 53 cu in (0.8 L) to 487 cu in (8.0 L). The engine’s compression ratio was dropped to 5.2 to 1, but its operating rpm was increased. The three valve engine was now rated at 155 hp (116 kW) at 1,900 rpm and 165 hp (123 kW) at 2,000 rpm. The cylinder head cooling fins were enlarged to dissipate the extra heat generated by the increased engine speed and power. The updated engine weighed 20 lb (9 kg) more at 385 lb (175 kg). Despite the improvement efforts, the three valve engine’s fortune never turned around; the engine’s Type Certificate was allowed to expire in 1937.

The Scanton three valve engine with a decreased bore but increased rpm. Note the larger cylinder head cooling fins as compared to the earlier three valve engine.